 한국어
한국어 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  Svenska
Svenska  magyar
magyar  Dansk
Dansk  Suomi
Suomi  العربية
العربية  ελληνικά
ελληνικά  český
český 

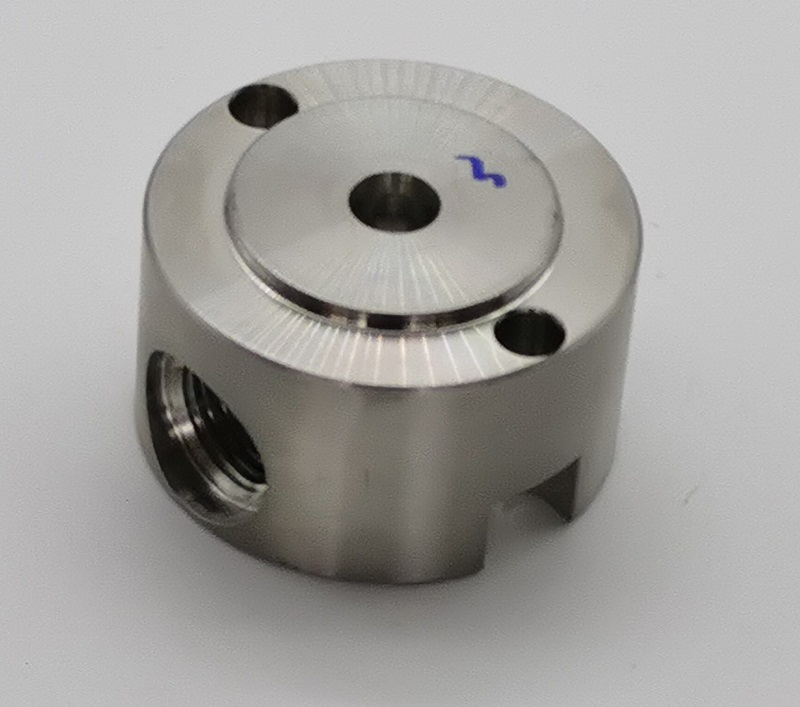
오늘날 의료 기계 부품은 임상 신뢰성을 어떻게 결정합니까?
나는 병원이 기능을 구매하는 것이 아니라 결과를 구매한다는 사실을 뼈저리게 배웠습니다. 공급업체를 감사하거나 생산 라인을 살펴볼 때 모든 것은 현장에 배치하는 어셈블리의 품질로 돌아갑니다. 조용한 백본은의료 기계 부품, 내 노트에 계속 나타나는 파트너는징강, 프로세스 규율이 조달 팀, 엔지니어 및 규제 담당자가 실제로 작업하는 방식에 매핑되기 때문입니다. 이것은 선택 및 확장에 대한 나의 현장 가이드입니다.의료 기계 부품첫 번째 RFQ부터 시판 후 생활까지 드라마 없이.
속도를 잃지 않고 어떻게 RFQ에서 검증된 공급으로 전환해야 합니까?
사양은 서류상으로는 유사해 보이지만 그 격차에는 위험이 숨어 있습니다. 즉, 모호한 공차, 번역되지 않는 마감 정의, 너무 늦게 도달하는 검증 단계 등이 있습니다. 이제 저는 모든 프로젝트를 세 가지 기준, 즉 측정 가능한 멸균 적합성, 감사 후에도 유지되는 추적성, 견적 전 버, 모서리 및 데드 레그를 줄이는 DFM 루프로 시작합니다. 이것이 명백할 때, 주변의 논의는의료 기계 부품희망적이지 않고 객관적이 된다.
성능과 비용의 균형을 실제로 유지하는 재료, 마감재 및 멸균 경로는 무엇입니까?
- 금속: 내식성 및 패시베이션을 위한 316L/317L 스테인리스; 무게와 생체 적합성이 비용보다 중요한 경우 Ti-6Al-4V ELI.
- 폴리머: 반복적인 증기 사이클을 위한 PEEK 또는 PPSU; 투명 하우징용 PC; 저마찰 인터페이스용 PTFE.
- 마감: 유체 경로를 위해 전해연마 및 제어된 Ra; 그립감과 청결성을 위한 비드 블래스트 또는 마이크로 폴리싱; 스테인레스 일관성을 위한 패시베이션.
- 멸균: 오토클레이브, EO 또는 감마 - 재료 선택은 사용하려는 실제 주기 수 및 포장과 연관되어야 합니다.
나는 이들 각각을 위험에 대비하여 조정할 수 있는 수단으로 취급한 다음 수신, 진행 중 및 최종 점검으로 이를 잠급니다. 제대로 했어, 이건 계속돼의료 기계 부품부지와 현장 전반에 걸쳐 안정적입니다.
장치가 엔지니어링을 떠나 병원에 도착하면 가장 중요한 허용 오차는 무엇입니까?
- 격리된 인터페이스: 허영 기능이 아닌 부품이 개스킷, 베어링, 광학 장치 또는 센서와 만나는 부분의 치수를 강화합니다.
- 열 현실: 저는 실온 도면뿐만 아니라 오토클레이브 편위 및 냉장 보관을 모델링하는 CTE 인식 스택업을 요청합니다.
- 표면 기능: 슬라이딩 또는 밀봉을 위해 크기와 함께 거칠기와 누워 방향을 지정합니다. 그렇지 않으면 씰이 긁히고 시트가 긁히지 않습니다.
이렇게 날카로운 초점은 아무도 필요로 하지 않는 미크론을 쫓는 것을 방지하는 동시에 방법을 정의하는 인터페이스를 보호합니다.의료 기계 부품하중, 진동 및 멸균 스트레스 하에서 거동합니다.
간단한 매트릭스를 사용하여 부품을 재료, 마감재 및 검사에 일치시킬 수 있습니까?
나는 일반적인 하위 구성 요소를 실용적인 선택으로 연결하는 거실 테이블을 유지합니다. 이는 규칙서가 아닙니다. 인용, FMEA 및 검증을 가속화하는 대화 시작 도구입니다.의료 기계 부품.
| 부품 유형 | 추천 소재 | 살균경로 | 중요한 관용 | 전형적인 마무리 |
|---|---|---|---|---|
| 펌프 로터/임펠러 | 316L SS 또는 Ti-6Al-4V ELI | 압력솥; EO 대체 | OD에서 ±0.01–0.02mm, 동심도 <0.02mm | 전해연마, Ra ≤0.4μm |
| 밸브 몸체 / 유체 블록 | 316L SS 또는 PEEK 인서트 | 오토클레이브/감마(PEEK) | 평탄도 <0.03mm; 포트 위치 ±0.02mm | 부동태화; 클래스 A 디버링 |
| 센서 하우징 | PPSU 또는 PC(클리어) | 증기(제한된 주기) 또는 EO | 창 평행도 <0.05mm | 미세 연마, Ra ≤0.8μm |
| 구동축/변속기 피니언 | 17-4PH 또는 440C SS | 오토클레이브 호환 오일 제거 | 런아웃 <0.01mm; 경도 검증 | 전해연마, Ra ≤0.4μm |
| UDI 마크가 있는 매니폴드 | 316L SS | 어느; 마킹이 검증됨 | 채널 크기 ±0.02mm | 전해연마; 레이저 UDI 대비 |
| 인클로저 / 핸들 | PPSU / PC-ABS 혼합 | EO / 제한된 증기 | 조립 맞춤 ±0.1mm | 그립감을 위한 질감; 청소 가능한 가장자리 |
첫 번째 PO 이전에 견적을 읽고 총 비용을 예측하려면 어떻게 해야 합니까?
- CNC, 디버링, 패시베이션, 전해연마, 세척, 포장 등 프로세스 흐름도를 요청하여 눈에 보이지 않는 단계로 인해 예상치 못한 추가 비용이 발생하지 않도록 하세요.
- 검사 스냅샷뿐만 아니라 파일럿 실행에 대한 기능 데이터(CTQ의 Cp/Cpk)를 요청합니다.
- 혼합량이 많은 경우 모델 공구 수명 및 전환 시간; 리드 타임이 늘어나는 곳입니다.
공급자가 좋아할 때징강장치가 엔지니어링을 떠나 병원에 도착하면 가장 중요한 허용 오차는 무엇입니까?의료 기계 부품알려지지 않은 내용이 적습니다.
내 공급망이 통제되고 있음을 감사인에게 확신시키는 증거는 무엇입니까?
저는 ISO 13485 규율, 장치 수준 사고 및 추적 가능한 데이터(일련번호가 지정된 로트, 보정된 CMM 프로그램, 실제 부품과 연결된 IQ/OQ/PQ 증거, 필요한 경우 클린룸 처리)를 찾습니다. PPAP 스타일 패키지는 규제된 환경에 도움이 되지만 저는 생활 관리 계획을 더욱 중요하게 생각합니다. 이러한 기반을 바탕으로의료 기계 부품방어가 가능하고 지역 전반에 걸쳐 반복 가능합니다.
징강은 실제로 생산 현장의 결과를 어디에서 변경합니까?
내가 주목한 것은 예방에 대한 편향입니다. 버가 발생하기 쉬운 가장자리의 초기 DFM; 밀봉면을 보호하는 고정 장치 전략; Ra와의 확인을 완료하고 문서화합니다. 운송 및 살균을 통해 마감을 보존하는 포장재입니다. 일반적으로 미끄러짐이 시작되는 곳입니다. 이러한 제어가 일상적인 경우 볼륨을 높이거나 변형을 도입해도 불안정해지지 않습니다.의료 기계 부품하류.
새로운 파트너를 온보딩한 후 어떤 KPI를 추적해야 합니까?
- 결함 코드에 따른 1차 수율 및 폐기—분기별이 아닌 매주 보관됩니다.
- 납품 약속 준수 및 변경 주문 빈도.
- 도구 유지 관리 또는 개정 변경 후 CTQ 기능 안정성.
- 포장이나 잔류물 문제로 인한 멸균 주기 지연 시간.
이것이 3개 연속 로트에 걸쳐 녹색으로 유지된다면 나는 내의료 기계 부품프로그램은 확장할 수 있을 만큼 탄력적입니다.
속도를 잃지 않고 어떻게 RFQ에서 검증된 공급으로 전환해야 합니까?
- 3~5개의 대표 SKU로 구성된 파일럿 번들로 시작하여 극한의 디자인 공간을 검증하세요.
- 첫 번째 사전 생산 실행 전에 계측(게이지, CMM 프로그램, 샘플링 계획)을 잠급니다.
- 실제 멸균 경로를 반영하는 세척 및 포장 사양을 공동 개발합니다.
- 롤링 PPAP/FAI 일정을 사용하여 첫 번째 기사의 학습 내용이 다음 기사로 이어지도록 하세요.
이 단계적 경로를 통해 검증 무결성을 유지하면서 몇 달을 절약할 수 있었습니다.의료 기계 부품.
귀하의 일정을 존중하는 명확한 다음 단계를 원하십니까?
현재 도면에 대한 증거 중심의 빠른 검토를 원할 경우 가장 실패하기 쉬운 두 SKU와 멸균 방법을 보내주십시오. 자격을 갖춘 모든 매장에서 사용할 수 있는 자재 마감 허용 오차 맵과 위험 등급 제어 계획으로 응답해 드리겠습니다. 방법을 보고 싶으시다면징강귀하의 혼합에 접근할 경우 동일한 검토를 반영하고 흐름, 측정 및 포장이 내장된 견적을 제공할 수 있습니다.의료 기계 부품? 제발저희에게 연락주세요RFQ, 도면 및 대상 볼륨을 포함하여 마감일을 알려주십시오. 그러면 이에 맞춰 검증 계획을 조정해 드리겠습니다.
문의 보내기


X
당사는 귀하에게 더 나은 탐색 경험을 제공하고, 사이트 트래픽을 분석하고, 콘텐츠를 개인화하기 위해 쿠키를 사용합니다. 이 사이트를 이용함으로써 귀하는 당사의 쿠키 사용에 동의하게 됩니다.
개인 정보 보호 정책